

联系我们

当前位置:
聊城 航萧管件有限公司 >
红安本地今日News
弯管H型钢拉弯工厂采购
更新时间:2025-04-05 09:39:52 浏览次数:1 公司名称:聊城 航萧管件有限公司
以下是:弯管H型钢拉弯工厂采购的产品参数
| 最小起订 | 1 |
|---|---|
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |
以下是:弯管H型钢拉弯工厂采购的图文视频



弯管H型钢拉弯工厂采购_航萧管件有限公司,固定电话:17306359888,移动电话:17306359888,联系人:宋经理,QQ:46564996,聊城经济开发区崂山路物流院内发货到湖北省 黄冈市 红安县、黄州区、团风县、罗田县、英山县、浠水县、蕲春县、黄梅县、麻城市、武穴市 发货到 黄冈市红安县。 湖北省,黄冈市,红安县 红安原名黄安,明嘉靖四十二年(1563年),红安正式建县。曾养育了理学奠基人、北宋哲学家程颢、程颐,明代思想家李贽,现代翻译家、文学家叶君健,历史学家冯天瑜,经济学家张培刚等一大批名臣学士。大革命时期,这里打响了黄麻起义枪,诞生了红四方面军、红二十五军、红二十八军三支红军主力,牺牲了14万英雄儿女,在册革命烈士就有22552人。诞生了董必武、李先念两位主席和陈锡联、韩先楚、秦基伟等223位将军,因此成为“中国将军县”。
想知道弯管H型钢拉弯工厂采购产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:弯管H型钢拉弯工厂采购的图文介绍

航萧管件有限公司
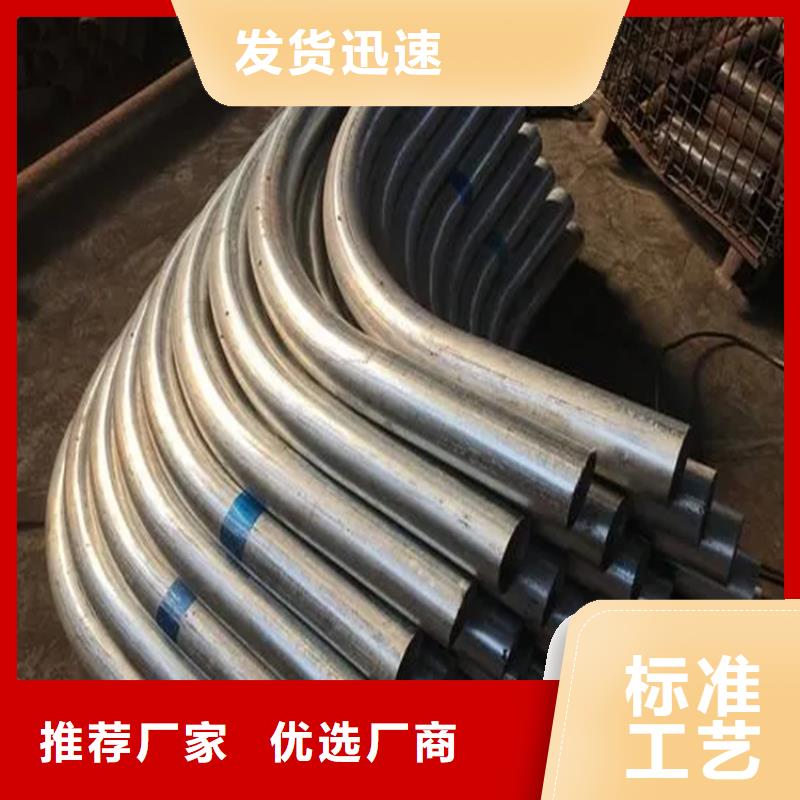
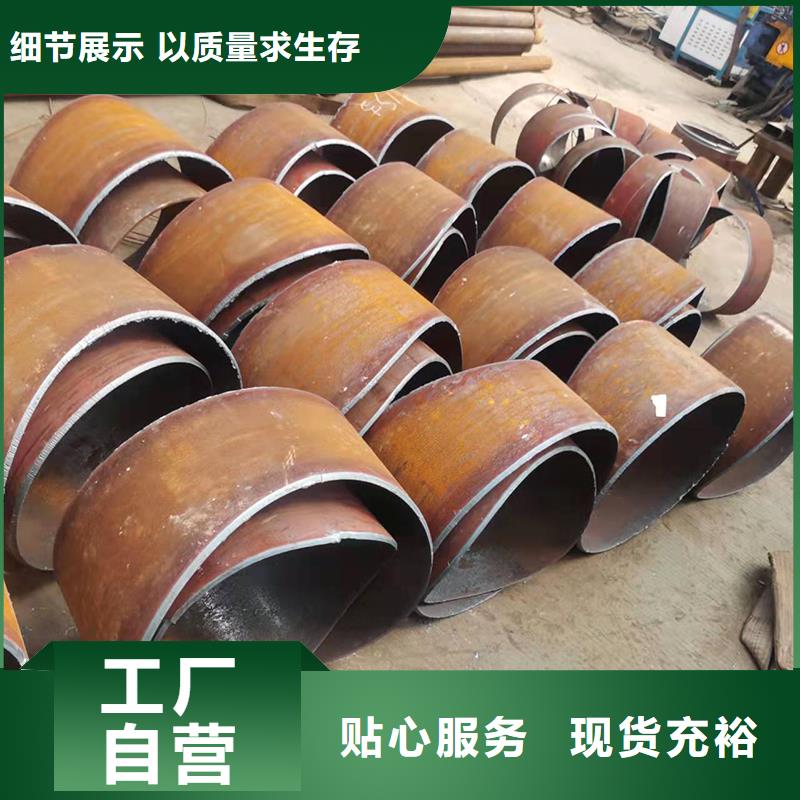
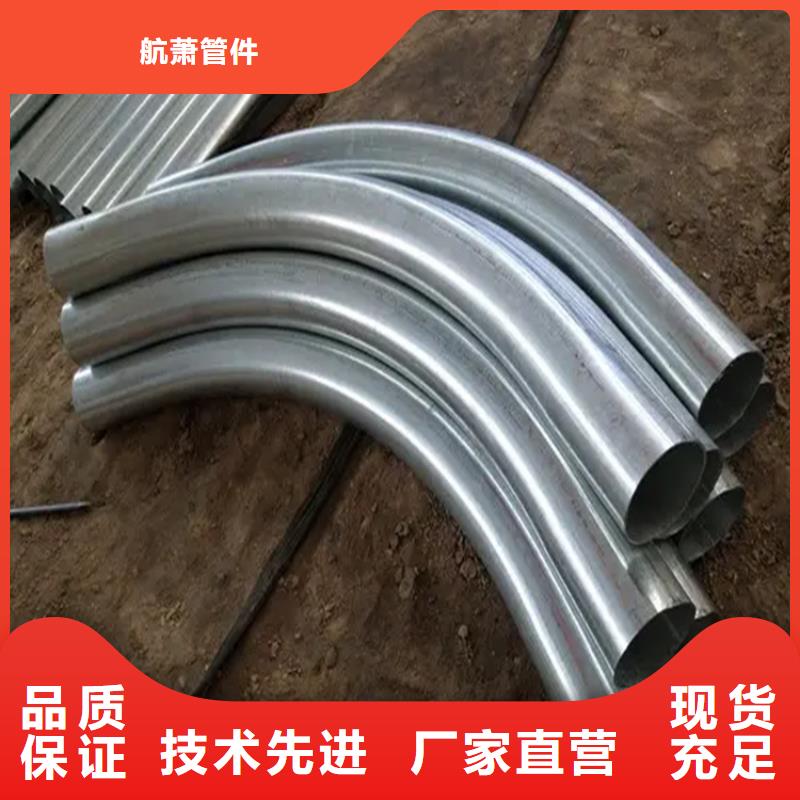
我司是一家面向全国客户销售批发: 黄冈红安弯管、 黄冈红安弯管, 黄冈红安弯管等系列产品。
我们的宗旨是:提供优质铸造产品,让客户满意、放心!
我们的理念是:诚信、专业、务实、共赢。



弯管标准体系。 国际上管法兰标准主要有两个体系,即以德国DIN(包括原苏联)为代表的欧洲管法兰体系和以美国ANSI管法兰为代表的美洲管法兰体系。除此之外,还有日本JIS管法兰,但在石油化工装置中一般仅用于公用工程,而且在国际上影响较小。现将各国管法兰简介于下: 1、以德国及原苏联为代表的欧洲体系管法兰 2、美洲体系管法兰标准,以ANSI B16.5和ANSI B 16.47为代表 3、英国和法国管法兰标准,两国各有两套管法兰标准。 国际上通用的管法兰标准可概括为两个不同的,且不能互换的管法兰体系:一个以德国为代表的欧洲管法兰体系;另一个是以美国为代表的美洲管法兰体系。 IOS7005-1是国际标准化组织于1992年颁布的一项标准,该标准实际上是把美国和德国两套系列的管法兰合并而成的管法兰标准。



弯管生产制造物理性能紧急检修方式。以便得到更强的商品工艺性能,在应用传统手工艺过程中将采用多种多样方式 ,如挑选的弯管机或选用高韧性磨具和挑选润滑脂。弯管在生产制造时假如挑选的生产设备和抗压强度高的磨具,公司的资金投入马上会增大,要是挑选润化商品,就能合理地减少应用成本费,随后能快速考虑公司产品品质的规定。 在传统手工艺加工过程中,其弯管润化能够考虑弯管生产制造中弯管品质的规定,但油基管润化商品的大缺陷是无法清理,立即给自然环境产生比较严重环境污染,必须采用方式 除去。以便合理地考虑弯管产品品质的规定,合理地降低乃至防止其环境污染问题,付款原材料和财政局資源,其无洗可立即电焊焊接特点,更地面了生产率和产品品质。 弯管生产制造物理性能紧急检修方式 弯管在整个弯曲过程中的物理性能和壁厚对货物质量及其应用造成较大损害,因此生产和加工技术至关重要,商品通常用于化工厂、电力工程、原油和其他制造业。目前有许多用于弯管加工的原材料,可用于铸钢件、不锈钢板、铝合金型材等原材料的加工。 弯头加工可能需要应用相对型芯轴。我不知道,现在市场上有很多不同的弯管芯。在一般条件下,不同弯管加工半透、厚度不同、生产规律不同的管材,必须选择合适的芯轴。目前弯管加工销售市场的芯轴可分为两类。 一个是硬核,另一个是软核。核心轴可分为六类:1。圆柱型芯棒2.圆柱型球芯棒3.爪形芯轴4.传动链芯棒5.软轴芯棒6.球接头芯棒。相比之下,死核棒内的圆柱型芯轴,与圆柱型芯轴不同,外观简单,方便,广泛应用于曲管加工。 坚持在开启生产设备之前,必须要对设备和办公环境的各个方向进行检查。费重要的是检查保护装置是否完善,所需电压是否稳定。断桥出现异常问题,应及时处理。需要注意的是,人们应该尽早检查弯头加工机械设备的润滑状况。如果润滑脂不足,人们必须立即补充,保证一切正常的动作。在正式开始生产和加工工作之前,人们必须使机械和设备在全负荷下运行一段时间。在这种情况下,必须注意那个动作,当然也必须注意那个电源开关是否灵活。 此外,当场工作员在一起工作中时,必须优良的心有灵犀,非常是协作的,要科学安排各类工作目标。实际操作弯管加工机器设备应用时,务必少分派一名阅历丰富的职工。此外,在机器设备运行的期内,也是谁都务必带人去的状况。



于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。

联系人:宋经理,电话:17306359888,航萧管件有限公司在黄冈市红安县本地专业从事弯管H型钢拉弯工厂采购,黄冈市红安县各个县市以及周边城市均可提供送货上门服务!